TR
TRSUSTAINABLE RAW MATERIALS & PRODUCTS & TECHNOLOGIES
Sustainable Raw Materials & Products & Technologies
We are passionate about the sustainability of all our operations..


We are passionate about the sustainability of all our operations..
Regenerative agriculture encompasses any set of applications that support soil health and the regainment of organic carbon content. They are designed to rejuvenate soil and breathe new life into its micro-biological structure to counter nutrient depletion upon years of traditional farming practices. Farmers generally turn to regenerative farming when they want to reduce how much time they spend plowing their field, or stop plowing it all together. Moreover, it allows them to plant more cover crops both to protect them and prevent the spread of weeds, as well as generate natural fertilizer. Regenerative agriculture applications save farmers big on water and labor costs. It also keeps equipment use to a minimum (in terms of how much and how often) because less plowing is involved, plus cuts down on carbon emissions during harvesting.
Calik Denim produces and uses regenerative cottons, in line with its sustainable production principle.
Repreve® Recycled Polyester is a high-quality recycled fiber that is certified and traceable. The fiber made from 100% recycled materials including post-consumer PET bottles and post-industrial fiber waste. For the related articles, Calik Denim uses special yarn structure which contains this post-consumer recycled polyester fiber blended with cotton. As an additional benefit, this yarn structure creates a micro-climate between the fabric and the human body, offering a thermal comfort to the end-user.
Made from post-consumer plastic bottles, Newlife™ is an excellent quality and certified recycled polyester yarn. This high performance, fully traceable yarn can always be detectable by laboratory analysis and it is completely produced from recycled post-consumer plastic bottles by using a mechanical, not chemical process. We purposefully produce fabrics with this very special recycled yarn.
Sustainably managed pine and eucalyptus forests and plantations are the source of Naia™. The yarn is manufactured through a closed-loop process where solvents are reused.
Naia has below features;
Through the RefibraTM technology, to produce new virgin TencelTM Lyocell fiber which is included in the composition of the fabrics and garments, upcycling of cotton scraps (waste of garment production etc.) as well as wood pulp are utilized. RefibraTM technology, originated from the awarded efficient closed loop manufacturing process of TencelTM Lyocell fiber, is Lenzing’s first ever initiative for contributing to the circular economy.
Within the context of True Carbon Zero, Tencel™ enlarged its fiber offerings to new dimension of sustainability with carbon-zero Tencel™ Fibers.
Carbon-zero Tencel™ Lyocell fiber is produced by reducing carbon emissions and using renewable energy. The fiber is certified as CarbonNeutral®.
By adding carbon-zero Tencel™ fiber to its raw material portfolio, Calik Denim contributes to reducing climate impact.
Lycra® T400® fiber with EcoMade technology successfully combines shape retention feature with sustainability. 50% of its fiber content is made from recycled PET while 18% is made out of plant-based material. Lycra® T400® EcoMade is also included in our raw material portfolio.
We are working along the lines of our sustainability purpose and principles in all stages of our operations; avoiding use of prohibited toxic chemicals or genetically modified organisms (GMOs) for organic cotton farming.
Through our organic cotton production, we contribute to the health and well-being of ecosystems and our society as we embrace natural processes rather than artificial input. The mix of synthetic pesticides, defoliants, herbicides and fertilizers that can pollute water and air is not used for the farming of organic cotton.
GOTS certifed organic cotton harvested from Sanliurfa is preferred and used for its related articles.
The Better Cotton Initiative, the largest cotton sustainability program in the world, aiming to make worldwide cotton production better for the people who farm it, for the environment and also for the future of our industry.
The cotton produced by BCI farmers is better and significant for the environment and the farming communities.
We have become a proud member of BCI in 2013, taking a precious step in in our contribution to creating more sustainable environment, a more sustainable future and a better life.
Calik Denim has recently added cottonized hemp to its raw material portfolio as the fiber offers important advantages. Cottonized hemp looks like cotton, in addition it gives the feeling of cotton as well. Hemp growing needs less water compared to cotton growing and cottonized hemp also keeps the benefits of hemp such as strength and UV resistance.
To support a reduction in the use of cotton and to save water, we have purposefully applied the Zero Cotton approach. Instead of cotton, a blend of several different fibers of botanic origin such as linen, hemp, lyocell, modal etc. are preferred. All with the purpose of creating a more sustainable environment through a responsible solid act.
Linen: Provides coolness in hot weather as well as air permeability to make body breathe. In addition, linen fiber is very absorbent, strong and it dries fast.
Hemp: Promises lightness and absorbancy in clothings, also ensuring high tensile strength. The fiber is perfect for outdoor wear, thanks to its UV and mold-resistant features.
TENCEL™ Lyocell: The wood needed for the production of Lyocell fiber is sourced with full responsibility, in line with sustainability principles. The main properties of TencelTM Lyocell are mainly softness, smoothness, shiny look, durability, efficiency moisture, absorbancy, breathability and skin gentleness.
TENCEL™ Modal: Mainly produced from the renewable source of beech wood and sourced from sustainable forests, TencelTM Modal fiber promises a pleasant cool feeling on the skin as well as natural softness and smoothness.
Depletion of water resources is increasing day by day and cotton is known as one of the most water consuming crops. Since the main raw material in denim manufacturing is cotton, our engineers purposefully developed denim fabrics by using recycled cotton in the composition of articles to contribute water saving. We manufacture pre-consumer recycled cotton as well as post-consumer recycled cotton; this special cotton raw material owning the Global Recycled Standard certificate.

B210
B210 is the latest innovation of Calik Denim. The technology is one of a kind and eco-conscious. It is a solid milestone for eco-friendly denim manufacturing. Thanks to the brand new technology fabrics are > 99% biodegradable in 210 days*. B210 was developed to achieve biodegradability for synthetic fibers which is something unique in denim industry. No textiles waste will be left to the environment. Furthermore, there is no limit in terms of elasticity and the technology can be combined with Calik Denim’s all stretch technologies.
*Standard Test Method for Determining Anaerobic Biodegradation of Plastic Materials Under High-Solids Anaerobic-Digestion Conditions (ASTM D5511-18)
Dyepro
Calik Denim’s sustainability-focused new dyeing method Dyepro
is completely water free. Besides, no chemical waste occurs
during dyeing as the chemicals are reused. Since Dyepro enables
significant resource saving, it supports eco-conscious production.
Combining its Dyepro technology with AWARE™, Calik Denim
offers completely traceable fabrics. AWARE™ developed a rock
solid technology that can truly verify the authenticity of recycled
materials or sustainable dyeing.
E-Denim
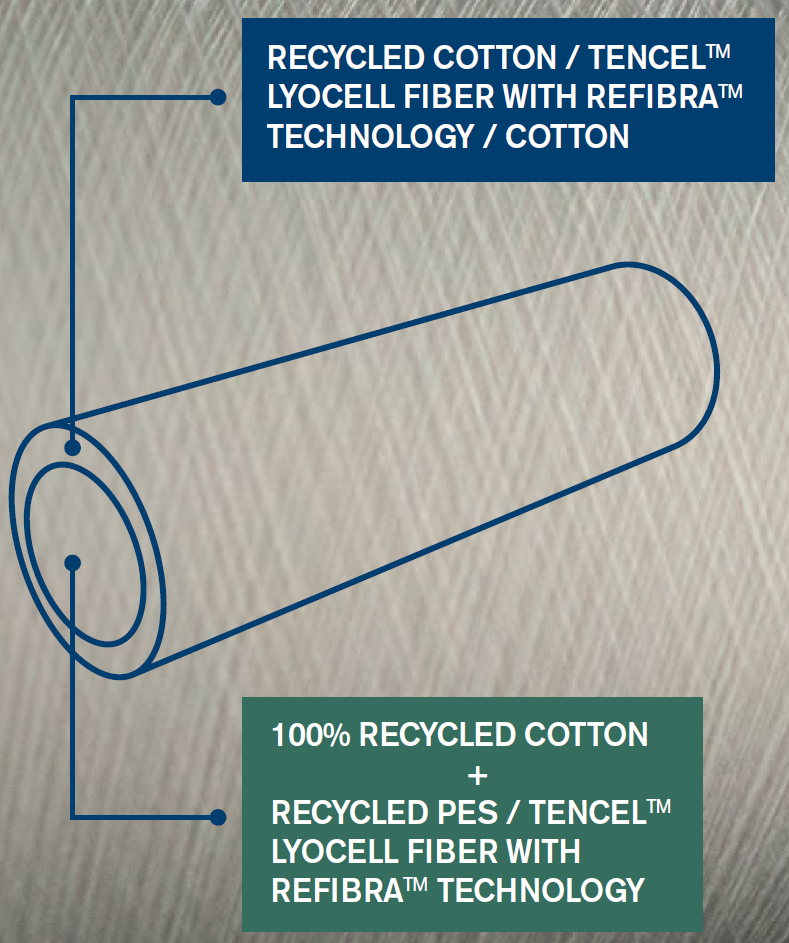
As Calik Denim cares a lot about “Circular Design”, the company invented a yarn technology* which maximizes recycled fiber content in the composition of the fabrics. As a result of this brand new technology, significant amount of the recycled fiber exists in the core yarn whilst the rest exists in the outer layer of the yarn. This exclusive yarn structure supports high quality production and leads to achieve more premium look fabrics.
* Patent pending

Denethic
Denethic technology developed with sustainability approach by
considering whole supply chain of a denim garment manufacture,
creates significant resource saving values for both fabric
production and garment washing steps.
Since there is an increasing tendency to prepare denim garments
with as little as possible or even no environmental impact
caused by laundry treatments, Calik Denim developed Denethic
technology with an innovative approach, offering fabrics with rinse,
rinse+enzyme, bleach wash effects.
For those who are looking for heavy wash effects on denim
garments to reach vintage denim look, they can get these effects
by laundering with remarkable less water, less chemicals and less
energy compared to the regular denim fabrics.
Denethic technology featured fabrics are just the right address
for new laundry technologies in terms of resource efficiency and
achieving target authentic look.
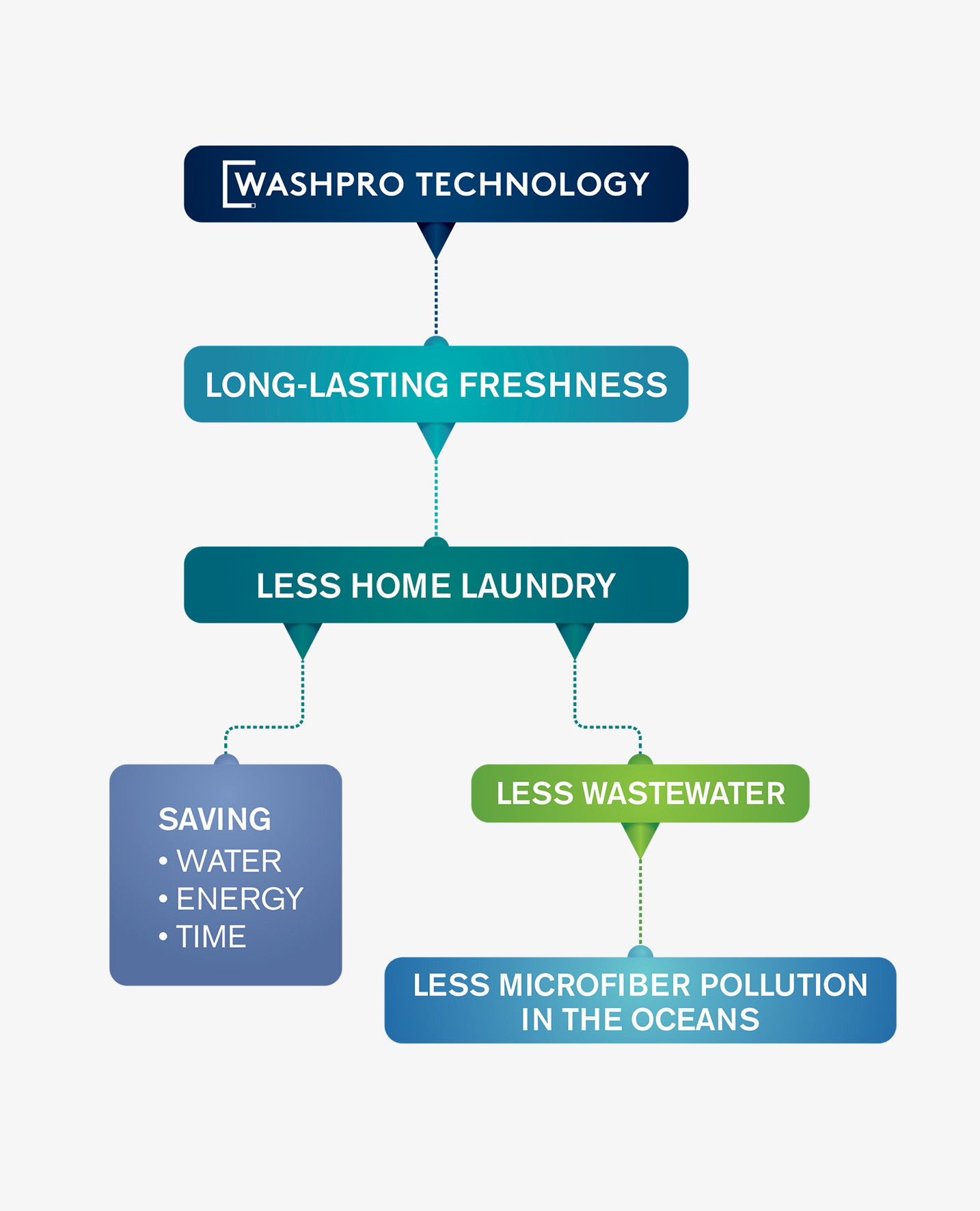
Washpro
Calik Denim's Washpro technology promises long-lasting freshness
for denim garments. Thanks to this advantage, end-users will need less
number of washes for their denim garment’s life cycle. As each home
laundry requires a lot of water and energy, Washpro featured fabrics
provide significant saving of resources. Less home laundry leads
to extended life cycle for a garment. Besides, Washpro technology
helps to reduce microfiber pollution in the oceans since it reduces
number of needed home laundries, hence the reason it reduces
wastewater amount including microfibers. The freshness feature
offered by Washpro is long-lasting even after industrial laundry
treatments.

D-Clear
Calik Denim's D-Clear technology offers considerable saving values
for both Indigo / Sulphur Dyeing and Finishing steps of production.

Oxygene
Calik Denim invented Oxygene technology by considering whole
supply chain of a denim garment production. Oxygene makes a
reduction for the consumption of the resources at the laundering
stage. It offers perfect results (look, touch, colour etc.) and less
environmental impact at laundry treatments.
Perfect Results at Laundry Treatments

Transparency Monitoring System
As Calik Denim,we believe in focusing on measurable goals and we have developed Transparency Monitoring System (TMS) for this purpose.
Our system that we’ve installed in our facility enables us to monitor the performance of our machinary and optimize resource consumption effectively. TMS is a breakthrough step in our industry in order to create a transparent and a more sustainable production line.

Better Dye
Better Dye process is applied purposefully at our Indigo Dyeing facility to offer better environmental impact as indigo dyeing is a process that requires considerable amount of water and chemical substance usage. Eco-friendly Better Dye process is salt-free and it provides significant reduction of waste water. The process allows us to save valuable resources, hence it reduces the carbon footprint of our products.
• Reducing Sulphate up to 20%*
• Decreasing Chemical Oxygene Demand up to 44%*
• Reducing Suspended Solids up to 8%*
• Decreasing Water Consumption up to 25%**
* Compared to dyeing with Indigo VAT Solution + Hydrosulphite
** Compared to dyeing with Indigo Powder + Hydrosulphite